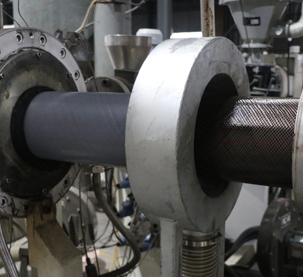
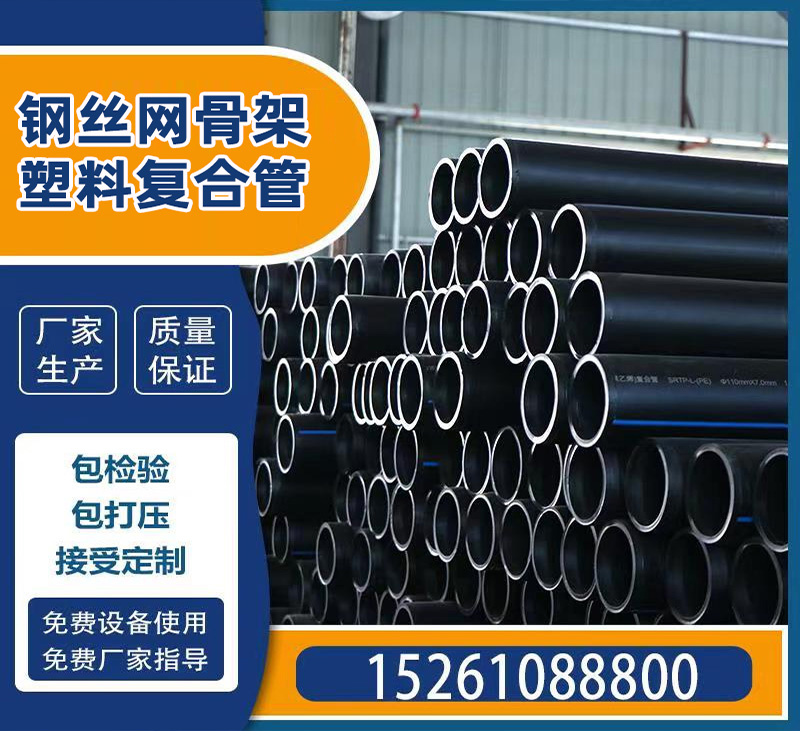
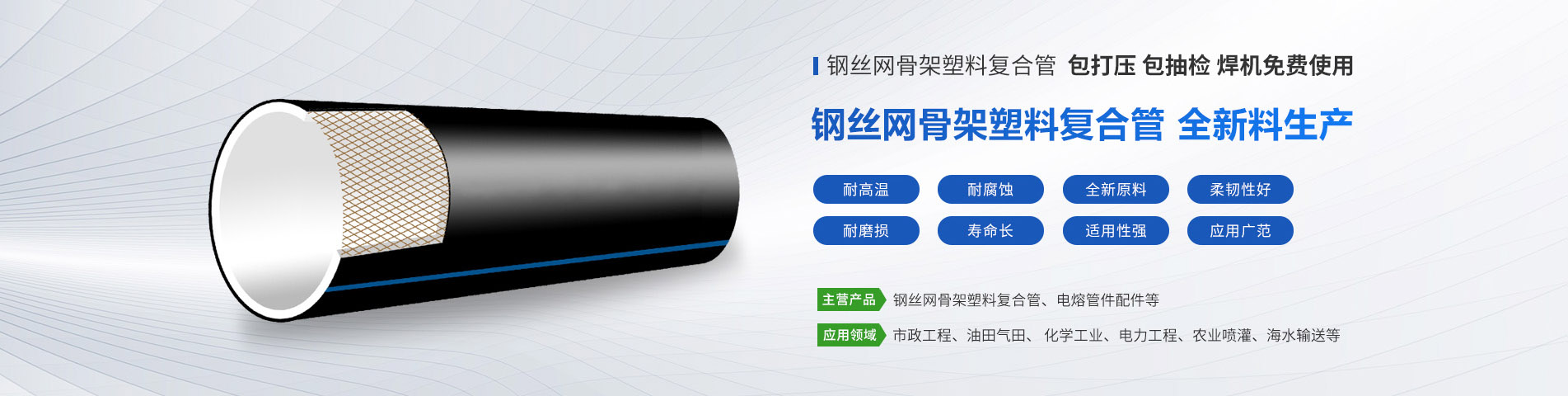
专注于 钢丝网骨架塑料复合管 的生产与销售
全新原料生产,包打压包抽检,厂家直销、支持定制、诚信为本
服务热线:152 6108 8800(马经理)


联系人:马经理
电话:152 6108 8800
邮箱:1512311184@qq.com
地址:江苏省泰州市姜堰区白米镇工业园区人民西路66号

| 公称外经(dn)/mm |
公称压力/MPa |
|||||||
| 0.8 | 1.0 | 1.25 | 1.6 | 2.0 | 2.5 | 3.5 | ||
| 基本尺寸 | 极限偏差 | 公称壁厚en及极限偏差/mm | ||||||
| 50 | +01.2 | 4.5+01.2 | 5.0+01.2 | 5.5+01.5 | 5.5+01.5 | |||
| 63 | +01.2 | 4.5+01.2 | 5.0+01.2 | 5.5+01.5 | 5.5+01.5 | |||
| 75 | +01.2 | 5.0+01.2 | 5.0+01.2 | 5.5+01.5 | 6.0+01.5 | |||
| 90 | +01.4 | 5.5+01.2 | 5.5+01.2 | 5.5+01.5 | 6.0+01.5 | |||
| 110 | +01.5 | 5.5+01.5 | 5.5+01.5 | 7.0+01.5 | 7.0+01.5 | 7.5+01.5 | 8.5+01.5 | |
| 140 | +01.7 | 5.5+01.5 | 5.5+01.5 | 8.0+01.5 | 8.5+01.5 | 9.0+01.5 | 9.5+01.5 | |
| 160 | +02.0 | 6.5+01.5 | 6.0+01.5 | 9.0+01.5 | 9.5+01.5 | 10.0+02.0 | 10.5+02.0 | |
| 200 | +02.3 | 6.0+01.5 | 6.0+01.5 | 9.5+01.5 | 10.5+02.0 | 11.0+02.0 | 12.5+02.2 | |
| 225 | +02.5 | 8.0+01.5 | 8.0+01.5 | 10.0+02.0 | 10.5+02.0 | 11.0+02.0 | ||
| 250 | +02.5 | 8.0+01.5 | 10.5+02.0 | 10.5+02.0 | 12.5+02.2 | 12.0+02.2 | 12.5+02.2 | |
| 315 | +02.7 | 9.0+01.5 | 11.5+02.0 | 11.5+02.0 | 13.0+02.5 | 13.0+02.5 | ||
| 355 | +02.8 | 10.0+01.8 | 12.0+02.2 | 12.0+02.2 | 14.0+02.5 | |||
| 400 | +03.0 | 10.5+02.0 | 12.5+02.2 | 12.5+02.2 | 15.0+02.8 | |||
| 450 | +03.2 | 11.5+02.0 | 13.5+02.5 | 13.5+02.5 | 16.0+02.8 | |||
| 500 | +03.2 | 12.5+02.0 | 15.5+02.8 | 15.5+02.8 | 18.0+03.0 | |||
| 560 | +03.2 | 17.0+03.0 | 20.0+03.0 | |||||
| 630 | +03.2 | 20.0+03.0 | 23.0+03.0 | |||||